Français
Connectez-vous


| Prix | negotiation |
| MOQ | negotiation |
| Heure de livraison | within 10 working days |
| Marque | AOJIA |
| Point d'origine | LA CHINE |
| Détails de empaquetage | Sachet en plastique de emballage intérieur, carton superhard de emballage externe |
| Conditions de paiement | L/C |
| Brand Name | AOJIA | Point d'origine | LA CHINE |
| Quantité d'ordre minimum | Négociation | Conditions de paiement | L/C |
| Price | negotiation | Détails de empaquetage | Sachet en plastique de emballage intérieur, carton superhard de emballage externe |
| Délai de livraison | Dans un délai de 10 jours ouvrables | Matériel | Acier à grande vitesse |
| échantillons ou produits ponctuels | Marchandises de tache | Revêtement | ayez |
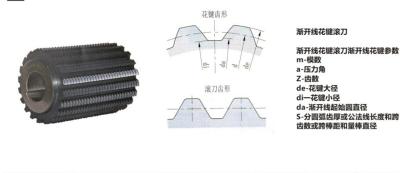
Fraise-mère en acier à grande vitesse de haute qualité
Différences entre l'acier de carbure cimenté et l'acier à coupe rapide :
D'abord,
la
représentation
des
deux
est
différente
1.
Représentation
d'acier
de
carbure
cimenté
:
La
vitesse
de
coupure
des
outils
au
carbure
cimenté
est
4
à
7
fois
plus
haut
que
cela
de
l'acier
à
coupe
rapide,
et
la
vie
d'outil
est
5
à
80
fois
plus
longtemps.
La
fabrication
des
moules
et
des
outils
de
mesure,
la
durée
de
vie
est
20
à
150
fois
plus
haute
que
celle
de
l'acier
à
outils
d'alliage.
Elle
peut
couper
les
matériaux
durs
environ
de
50HRC.
Cependant,
le
carbure
cimenté
est
fragile
et
ne
peut
pas
être
usiné,
et
il
est
difficile
de
faire
les
outils
intégraux
avec
des
formes
complexes.
Par
conséquent,
des
lames
des
différentes
formes
sont
souvent
faites,
qui
sont
installées
sur
le
corps
d'outil
ou
le
corps
de
moule
par
la
soudure,
liaison,
fixage
mécanique,
etc….
2.
représentation
de
l'acier
à
coupe
rapide
:
acier
à
outils
avec
la
dureté
élevée,
la
résistance
à
l'usure
élevée
et
la
résistance
du
feu
vif,
également
connue
sous
le
nom
d'acier
à
outils
ultra-rapide
ou
acier
avant,
généralement
connu
sous
le
nom
d'acier
blanc.
La
température
de
extinction
de
l'acier
à
coupe
rapide
est
généralement
près
du
point
de
fusion
de
l'acier.
Après
l'extinction,
il
est
généralement
nécessaire
de
gâcher
3
fois
entre
540
et
560
°C.
l'augmentation
de
la
température
de
extinction
peut
augmenter
la
dureté
rouge
de
l'acier.
Afin
d'améliorer
la
durée
de
vie
des
outils
d'acier
à
coupe
rapide,
la
surface
peut
être
renforcée,
comme
la
cyanuration,
la
nitruration,
l'infiltration
de
soufre-azote,
etc.
à
basse
température.
En
second
lieu,
le
processus
de
fabrication
est
différent
1.
La
production
du
carbure
cimenté
est
de
mélanger
le
carbure
de
tungstène
et
le
cobalt
dans
une
certaine
proportion,
pressurisent
eux
dans
de
diverses
formes,
et
puis
la
semi-agglomération.
Ce
processus
d'agglomération
est
habituellement
suivi
dans
un
four
de
vide.
Il
est
placé
dans
un
four
de
vide
pour
accomplir
l'agglomération,
et
la
température
actuellement
est
d'environ
1300
à
1500
degrés
de
Celsius.
Le
bâti
d'agglomération
de
carbure
cimenté
est
de
presser
la
poudre
dans
une
billette,
et
entrer
dans
alors
le
four
de
frittage
à
la
chaleur
à
une
certaine
température
(la
température
d'agglomération),
gardez-la
pendant
un
certain
temps
(temps
d'entreposage),
et
le
refroidir
alors
pour
obtenir
un
matériel
de
carbure
cimenté
avec
les
propriétés
requises.
2.
Le
procédé
de
traitement
thermique
de
l'acier
à
coupe
rapide
est
plus
compliqué,
et
il
doit
passer
par
une
série
de
processus
tels
que
l'extinction
et
le
gâchage.
L'extinction
est
généralement
effectuée
à
deux
étapes
dues
à
sa
conduction
thermique
pauvre.
Préchauffez
d'abord
à
800
|
℃
850
(pour
éviter
entraînant
la
grande
contrainte
thermique),
puis
rapidement
chaleur
à
éteindre
la
température
de
1190
|
℃
1290
(la
température
réelle
de
différentes
marques
est
différente),
et
puis
refroidissement
à
l'air
de
refroidissement
à
l'huile
ou
ou
refroidissement
de
gaz.
Toutes
les
usines
sont
chauffées
par
des
fours
de
sel,
et
les
fours
de
vide
sont
également
très
utilisés.
Après
l'extinction,
une
partie
(environ
30%)
d'austénite
maintenu
demeure
dans
la
structure
interne
et
n'est
pas
transformée
en
martensite,
qui
affecte
la
représentation
de
l'acier
à
coupe
rapide.
Afin
de
transformer
l'austénite
maintenu
et
améliorer
plus
loin
la
dureté
et
la
résistance
à
l'usure,
il
est
généralement
nécessaire
d'effectuer
2
à
3
fois
de
gâchage,
la
température
de
gâchage
est
560
le
°
C,
et
la
température
est
gardée
pour
1
heure
chaque
fois.