Français
Connectez-vous
| Prix | Negotiable |
| MOQ | Negotiable |
| Heure de livraison | 1-30 working days |
| Marque | kingrail |
| Point d'origine | LA CHINE |
| Certification | CB, ce, EMC, RoHS SABER |
| Number modèle | 100mm |
| Détails de empaquetage | paquet standard d'exportation, ou selon la demande de client |
| Conditions de paiement | L/C, D/A, D/P, T/T, Western Union, MoneyGram |
| Capacité d'approvisionnement | 50000/pc |
| Brand Name | kingrail | Number modèle | 100mm |
| Certification | CB, ce, EMC, RoHS SABER | Point d'origine | LA CHINE |
| Quantité d'ordre minimum | Négociable | Price | Negotiable |
| Conditions de paiement | L/C, D/A, D/P, T/T, Western Union, MoneyGram | Capacité d'approvisionnement | 50000/pc |
| Délai de livraison | 1-30 jours ouvrables | Détails de empaquetage | paquet standard d'exportation, ou selon la demande de client |
| Matériel | Alliage 6061 d'Al T6 barre 6063 6082 6A02 en aluminium | Production | Pièce forgéee |
| Utilisation | Véhicules de voie ferroviaire | diamètre | 100-1000mm |
| Propriété | New Energy | Force | CO2 de diminution, un plus petit poids de voiture |
Certificat en aluminium forgée et de fonte des roues T6 de traitement thermique de RoHS
Introduction du certificat en aluminium forgée et de fonte des roues T6 de traitement thermique de RoHS
L'outillage
de
moule
de
formage
d'extrusion
de
moyeu
de
roue
inclut
une
embase,
une
matrice
inférieure
en
aluminium
de
moyeu
de
roue
est
arrangée
à
l'axe
central
en
haut
de
l'embase,
et
des
colonnes
fixes
sont
reliées
fixement
aux
deux
côtés
du
fond
de
la
matrice
inférieure
en
aluminium
de
moyeu
de
roue,
et
les
deux
colonnes
fixes
pénètrent
respectivement
l'embase
et
se
prolongeant
à
l'intérieur
de
l'embase,
une
douille
fixe
est
reliée
fixement
à
l'axe
central
en
haut
du
moule
inférieur
du
moyeu
de
roue
en
aluminium,
les
côtés
gauches
et
droits
du
moule
inférieur
du
moyeu
de
roue
en
aluminium
sont
reliés
fixement
aux
moules
latéraux
du
moyeu
de
roue
en
aluminium,
et
aux
côtés
gauches
et
droits
du
le
dessus
de
l'embase
sont
reliés
fixement.
Il
y
a
les
plats
fixes.
Après
que
le
liquide
d'alliage
d'aluminium
soit
formé,
le
moule
supérieur
du
moyeu
de
roue
en
aluminium
est
déplacé
vers
le
haut
en
commandant
la
tige
télescopique,
et
est
séparé
du
matériel
de
moulage,
et
alors
le
cylindre
hydraulique
est
activé
pour
faire
les
deux
le
côté
qu'en
aluminium
de
moyeu
de
roue
moule
le
mouvement
à
partir
de
l'un
l'autre,
de
sorte
que
le
matériel
de
moulage
puisse
être
sorti,
qui
résout
le
problème
de
traditionnel
le
problème
de
demoulding
difficile
des
roues
d'alliage
d'aluminium
augmente
l'efficacité
de
production,
épargne
beaucoup
de
coûts
de
production,
et
améliore
la
qualité
des
produits
formés
L'outillage de usinage en aluminium unique de moyeu de la roue de KINGRAIL a changé la méthode de placer et de centrer la surface intérieure de cône du moyeu de roue en aluminium dans le premier processus du processus de usinage en aluminium de moyeu de roue, et adopte la méthode de processus de visage externe de cercle et d'extrémité centrant et plaçant. L'outillage du bloc de positionnement ou du bloc fixe de griffe rend le processus de usinage du moyeu de roue en aluminium plus raisonnable, le positionnement et le centrage sont plus précis, il est commode fabriquer l'outillage, l'exactitude de positionnement est améliorée, le taux qualifié du produit est considérablement amélioré, et de plus grands avantages économiques sont produits.
Production du certificat en aluminium forgée et de fonte des roues T6 de traitement thermique de RoHS
Une
matrice
pour
une
pièce
forgéee
en
aluminium
de
moyeu
de
roue,
y
compris
une
embase
d'abord
et
un
plat
de
seconde
base,
une
matrice
inférieure,
une
matrice
supérieure
et
une
insertion
inférieure
de
matrice,
la
première
embase
et
le
plat
de
seconde
base
sont
recouvertes,
et
les
côtés
gauches
et
droits
du
fond
de
la
première
embase
sont
threadedly
reliés
il
y
a
un
premier
boulon,
la
partie
supérieure
de
la
deuxième
embase
est
reliés
fixement
au
moule
inférieur
et
l'insertion
inférieure
de
moule,
la
partie
supérieure
du
moule
inférieur
et
l'insertion
inférieure
de
moule
est
reliée
au
moule
supérieur,
le
moule
supérieur,
le
moule
inférieur
une
cavité
pour
former
une
roue
en
aluminium
la
pièce
forgéee
de
hub
est
formée
entre
la
matrice
inférieure
et
le
inférieur
meurent
l'insertion.
Le
modèle
d'utilité
est
équipé
de
mécanisme
d'éjection,
de
sorte
que
quand
la
poignée
de
poussée
est
poussée,
la
première
longue
tige
soit
déplacée
et
la
première
tige
courte
soit
poussée
pour
se
déplacer,
de
sorte
que
la
deuxième
tige
courte
soit
déplacée
et
déplacé
vers
le
haut,
et
le
plat
horizontal
puisse
être
déplacé
vers
le
haut
après
le
mouvement.
,
qui
peut
permettre
au
plat
d'éjecteur
d'effectuer
l'opération
d'éjection,
qui
est
commode
pour
l'opération
d'éjection
de
la
cavité
de
la
pièce
forgéee
en
aluminium
de
roue,
de
sorte
que
l'effet
d'éjection
soit
meilleur.
Ceci
inclut
préparer
un
matériel
de
faible
densité
avec
les
particules
fraisées.
La
fourniture
de
la
reliure
au
matériel
de
faible
densité
permet
au
matériel
de
faible
densité
d'être
mélangé
dans
un
état
de
pâte.
Le
noyau
de
roue
faisant
le
moule
est
chauffé
à
200°C
à
350°C
et
le
matériel
de
faible
densité
mélangé
à
la
reliure
est
injecté
dans
le
noyau
de
roue
faisant
le
moule.
Le
noyau
faisant
le
moule
est
fermé,
une
pression
environ
de
la
barre
5
à
20
est
appliquée,
la
pression
est
maintenue
pendant
1
à
5
minutes
pour
traiter
le
matériel
de
faible
densité,
et
le
noyau
est
déchargé.
Montez
le
noyau
éjecté
de
roue
sur
une
lingotière
de
bâti
en
aluminium
de
roue.
La
lingotière
de
bâti
en
aluminium
de
roue
est
fermée
et
une
pression
environ
de
la
barre
1
à
2
est
appliquée
et
le
métal
fondu
en
aluminium
est
injecté.
La
roue
en
aluminium
est
alors
éjectée
de
la
lingotière
de
bâti
en
aluminium
de
roue.
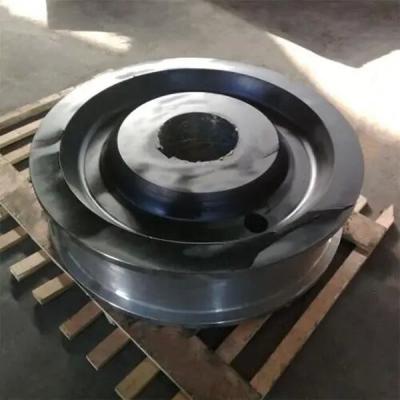
| Description | roues de forge et de moulage avec le traitement thermique T6 de usinage de usinage de moyeu de roue d'alliage d'aluminium |
| Type | Pièces ferroviaires de train |
| Application | Valve industrielle |
| Traitement | Investissement Casting+Machining+Grind |
| Matériel | Acier inoxydable d'alliage/en aluminium/ |
| Poids | 20Kg |
| Tolernace | Commandé par OIN 8062 CT4-6 |
| Appui de conception | Pro-e, ug, SolidWorks, AutoCad, pdf |
| Contrôle de qualité | Matériel, dimension, représentation, à l'intérieur des défauts, essai d'équilibre |
| Norme | ASTM, DIN, JIS, OIN, normes de gigaoctet |