




Découpe laser, fraisage CNC de pièces 304, meulage et passivation
Jun 30, 2025
17 vues
Bavarder
# 304 Pièces de fraisage CNC en acier inoxydable
# Parties tournantes CNC à découpe laser
# pièces usinées à la CNC pour la passivation de broyage
Qu'est- ce qui rend l'acier inoxydable 304 difficile à usiner?
L'acier inoxydable 304 est l'un des matériaux les plus demandés dans l'usinage sur mesure, car il offre une résistance et une durabilité exceptionnelles à la corrosion.Mais du point de vue de la fabrication, le 304 est notoirementcomme une gommeIl durcit rapidement, surchauffe facilement et engourdit les outils presque deux fois plus vite que l'acier au carbone.
Au cours de la production en usine, on observe souvent:
L'usure des outils augmente de 25 à 40%lorsque les taux d'alimentation ne sont pas optimisés.
Le forage non refroidi peut augmenter la température de pointe au-delà700°C, provoquant des bavardages et des déchirures.
Des bords coupés au laser se forment souventcouches d'oxydequi doivent être enlevés avant le fraisage de précision.
Ces détails ont une incidence considérable sur la tolérance des pièces, la qualité de finition et le délai de livraison.
Cet article fournit un flux de travail complet et pratiquecoupe laser → fraisage CNC → meulage → passivation¢ basé sur une expérience réelle en magasin.
H2: Processus de fabrication étape par étape pour les pièces en acier inoxydable 304
H2: 1. découpe au laser en acier inoxydable 304: bords propres, faible déformation thermique
La découpe laser est idéale pour préparer des blancs avant le fraisage CNC, en particulier pour les composants à base de plaque.
H3: Installation pratique et données de la production réelle
Type de laser:1Laser à fibres de 0,5 à 3 kW
Épaisseur de la feuille:1.5 mm 10 mm
Vélosité de coupe pour 2 mm 304 SS:20°28 mm/s
Tolérance typique± 0,10 ∼ 0,20 mm
H3: Pourquoi commencer par la découpe laser?
Réduit le temps d'usinage CNC de30 à 50%
Réduit au minimum les déchets de l'extraction
Idéal pour les profils extérieurs complexes ou les éléments de fente
Un conseil:Évitez de couper à grande vitesse sur le 304; la chaleur excessive provoque une accumulation d'oxyde qui interfère plus tard avec la passivation.
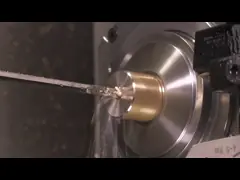
H2: 2. fraisage CNC d'acier inoxydable 304: outillage, alimentation et paramètres de coupe réels
Une fois que le blanc est coupé au laser, le fraisage CNC gère les caractéristiques de précision.
H3: Stratégie recommandée pour les outils et les liquides de refroidissement
Les outils:Moulins à extrémité en carbure revêtu de TiAlN
Fluide de refroidissement:Fluide de refroidissement pour inondation à haute pressionÉmulsion de 8 à 10%
Évacuation des puces:Le nombre d'étudiantspour prévenir le durcissement du travail
H3: Paramètres réels d'alimentation et de vitesse (testés en atelier)
Opération
Vitesse de la broche
Taux de fourrage
Profondeur de coupe
Fraisage latéral (Ø8 mm)
Pour les véhicules à moteur à combustion
220 ̊280 mm/min
0.15 ∙ 0,25 mm
Travaux de fraisage à fente
Les roulements à la vitesse maximale de l'appareil doivent être effectués à la vitesse maximale de l'appareil
160 à 200 mm/min
0.1 mm
Forage (Ø6 mm)
Pour les véhicules à moteur à combustion
0.08 ∙ 0,12 mm/rev
Je ne sais pas.
Ces numéros ont été testés sur des machines Haas VF-2 et DMG à 3 axes à l'aide d'une feuille 304-2B.
H3: Éviter le durcissement du travail
La plupart des défaillances se produisent lorsque l'alimentation est trop faible.Règle de base:Si vous voyez des copeaux bleus, l'outil frotte, pas coupe.
H2: 3. broyage pour une précision dimensionnelle et une finition de surface
Le broyage est essentiel pour les pièces 304 nécessitant des tolérances serrées ou des finitions esthétiques, en particulier pour:
Paramètres de précision
Mécanismes coulissants
Surfaces de contact avec les joints
Composants de matériel médical
H3: Résultats des tests réalisés dans des magasins réels
Type de broyage
Une tolérance réalisable
Roughness de la surface
Le broyage de surface
± 0,01 mm
Ra 0,8 ∼1,2 μm
Le broyage cylindrique
± 0,005 mm
Ra 0,4 ∼ 0,8 μm
H3: Problèmes fréquents
Surchauffe → décoloration
Micro- rayures dues à une taille incorrecte du grain
Déformation sur des plaques minces 304
Résolution:Utilisationmoulinage riche en liquide de refroidissementavec des passages incrémentiels de00,005 ‰ 0,01 mm.
H2: 4. Passivation: dernière étape pour la résistance à la corrosion
La passivation élimine la contamination du fer et rétablit la couche protectrice d'oxyde de chrome.
H3: Processus de passivation typique
Dégrassage et nettoyage par ultrasons
Traitement au bain acide
Acide nitrique 20 ∼25%à 50°C
ouL'acide citrique 6·10%à 30°40°C
Rincer à l'eau diluée
Séchage à air chaud
H3: Données d'essai réelles
Après la passivation citrique, 304 parties ont montré:
Résistance aux pulvérisations salines: 48 à 96 heures
Concentration de chrome en surface augmentée de35 à 55%(Vérifié par XPS)
H3: Problème résolu pour l'utilisateur
Beaucoup d'acheteurs craignent que leurs pièces en acier inoxydable ne rouillent après seulement quelques semaines d'utilisation.Cela est généralement causé paroxyde laser + débris d'usinage, pas la qualité matérielle.Une bonnele broyage + la passivationLe processus é
Apprendre encore plus →
-

Machines et appareils pour le tournage de pièces en CNC
Voir les détails -

Découpe laser, fraisage CNC de pièces 304, meulage et passivation
Voir les détails -

Pièces de usinage de commande numérique par ordinateur de précision faite sur commande fraisant la fabrication de service en métal de Truning
Voir les détails -

Pièces tournées en aluminium d'OEM d'ODM de PFT, service de usinage de polissage de prototype de commande numérique par ordinateur
Voir les détails -

Glisseur en acier de déclencheur linéaire de commande numérique par ordinateur, rail de mouvement linéaire de tôle ISO9001
Voir les détails -

Surface de polissage de guide de l'acier inoxydable HGR15 de miroir linéaire de glisseur
Voir les détails -

Parties de tournage et de fraisage CNC en acier inoxydable
Voir les détails





















