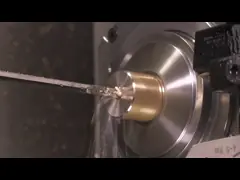




Tournage CNC professionnel de pièces en aluminium : une solution d'intégrité de surface avec ébavurage de précision
May 08, 2025
8 vues
Bavarder
# tournage cnc de pièces en aluminium
# pièces en aluminium à débarbouillage de précision
# Services de tournage CNC professionnels
Tourner professionnellement des pièces en aluminium à la commande numérique: une solution d'intégrité de surface avec un débrayage de précision
Dans les systèmes de fluides de précision, les équipements de semi-conducteurs et les dispositifs médicaux qui nécessitent une grande propreté, d'excellentes performances d'étanchéité et un assemblage fiable,Les pièces en aluminium doivent non seulement atteindre une précision dimensionnelle au niveau des microns, mais aussi exiger une intégrité de surface sans écailles sans émission de particules.Le débardeur manuel traditionnel a du mal à garantir la consistance et les débarbouilles résiduelles peuvent entraîner une défaillance de l'étanchéité, une contamination du fluide ou une usure du système, ce qui a un impact direct sur la durée de vie et la sécurité du produit.
Nous sommes spécialisés dans la fourniture de solutions de pièces en aluminium qui combinent une précision de tournage avec une propreté médicale pour les secteurs industriels critiques.Grâce à l'intégration de processus de tournage de précision et de débarbage professionnels entièrement automatisés, les pièces que nous produisons répondent aux normes de texture de surface ASME B46.1 et aux exigences de contrôle des particules personnalisées, garantissant que chaque pièce est livrée dans un état prêt à l'assemblage.
Le noyau technique: transformer la précision mesurable en surfaces fonctionnelles
Nous comprenons que le tournage de haute précision n'est que le point de départ; les surfaces fonctionnelles sont le déterminant clé de la performance finale d'une pièce:
Approche systématique de la lutte contre les démangeaisons:Nous développons des modèles de prédiction de la déformation basés sur les grades d'alliage d'aluminium et les caractéristiques géométriques des pièces.les angles d'entrée/sortie, plutôt que de se fier uniquement à l'élimination post-traitement.
Définition multidimensionnelle de l'intégrité de surface:We control not only the Ra value (arithmetic average roughness) but also focus on parameters like Rz (maximum height of the profile) and Rpk (reduced peak height) that directly relate to sealing performance and wear resistance. Cela garantit que la texture tournée répond aux exigences dimensionnelles tout en possédant une bonne fonctionnalité.
Système en boucle fermée de contrôle des particules:De l'usinage au nettoyage, nous mettons en œuvre une surveillance rigoureuse des particules.répondant aux normes ISO 14644 relatives aux salles blanches.
Une idée clé:Nos données de qualité montrent qu'après la mise en œuvre de procédés systématiques de débarbage, le taux de première réussite des pièces dans les essais d'étanchéité à haute pression a augmenté de 40%,et la période de rupture dans les applications de paires de friction dynamiques raccourcie de 60%Cela démontre que le traitement fonctionnel de la surface se traduit directement par une plus grande fiabilité du produit.
Flux de processus intégré orienté vers l'assemblage
Notre processus est guidé par la philosophie "Faites-le correctement la première fois", assurant que les pièces répondent pleinement aux exigences d'assemblage avant de quitter l'atelier.
2.1 Tournois CNC à haute stabilité
Conception de processus pour le contrôle de processus:Nous sélectionnons des outils revêtus de PVD spécialement optimisés pour les alliages d'aluminium.réduire les longues boucles à la source.
Réglage scientifique des paramètres de virage:
Le contrôle de la vitesse de surface constante est utilisé pour assurer des conditions de coupe cohérentes sur toute la surface tournée.
Lors de la finition, un rayon de nez plus petit (par exemple 0,2 mm) combiné à un taux d'alimentation plus élevé crée une texture microscopique uniforme propice au scellement.
Des réductions de vitesse et des réglages de paramètres préprogrammés sont appliqués aux zones sujettes aux ébouriffements comme les trous et les rainures.
2.2 Processus automatisés de débroussaillage en plusieurs modesNous sélectionnons la technologie d'élimination la plus appropriée en fonction des caractéristiques de la tache, en évitant une approche unique:
Dépouillement thermique:Convient pour les pièces avec des canaux internes complexes. Il élimine uniformément toutes les taches internes et externes en une seule opération sans modifier les dimensions de base.
Pour l'usinage par débit abrasif (AFM):Utilisé pour les trous internes et les trous transversaux de précision.
Débroussailleur électrochimique (ECD):Pour les pièces à paroi mince qui ne peuvent pas résister à des contraintes mécaniques ou à des surfaces déjà finies, il permet l'élimination sélective du métal, garantissant un effet de débarbage absolu sans usure des outils.
Brossage de précision assisté par robot:Pour les faces d'étanchéité critiques et les bords d'assemblage, les robots contrôlés par la force effectuent un camouflage et une finition des bords très cohérents.
2.3 Post-tr
Apprendre encore plus →
-

Le guide complet des pièces métalliques en aluminium de haute précision personnalisées: services de tournage et de fraisage CNC
Voir les détails -

Machining CNC professionnel et gravure laser personnalisée de pièces en aluminium anodisé
Voir les détails -

Le guide complet de la fraiseuse à tour CNC de haute qualité Anodisation mat noir des pièces métalliques en aluminium
Voir les détails -

Usinage CNC de pièces en acier inoxydable avec traitement des bords sans bavure
Voir les détails -

Tournage CNC professionnel de pièces en aluminium : une solution d'intégrité de surface avec ébavurage de précision
Voir les détails -

Pièces d'usinage CNC à 5 axes avec une tolérance de ±0,01 mm dans l'acier inoxydable pour les applications automobiles
Voir les détails -

Pièces de usinage de commande numérique par ordinateur de précision faite sur commande fraisant la fabrication de service en métal de Truning
Voir les détails





















